

汽車橫梁沖壓件使用3000噸液壓機(jī)進(jìn)行加工
山東威力重工加工的2000噸液壓機(jī)3000噸液壓機(jī)4000噸液壓機(jī)等機(jī)械設(shè)備,應(yīng)用于汽車配件的沖壓成型。本文介紹的汽車縱梁成形新型液壓機(jī)設(shè)計(jì)的關(guān)鍵技術(shù),包括主機(jī)設(shè)計(jì)、平衡糾偏裝置、多液壓墊同步系統(tǒng)以及電氣設(shè)計(jì)等內(nèi)容,并指出該種壓機(jī)的設(shè)計(jì)成功將有利于卡車的節(jié)能減排,促進(jìn)卡車行業(yè)的發(fā)展。
隨著汽車尾氣污染的日益嚴(yán)重,國家對(duì)卡車的尾氣排放也提出更高的排放標(biāo)準(zhǔn)。2016年4月起全國有11個(gè)省市全面實(shí)行汽車國五排放標(biāo)準(zhǔn),2017年1月開始全國范圍內(nèi)全部執(zhí)行國五標(biāo)準(zhǔn)。由于尾氣排放標(biāo)準(zhǔn)的提高,汽車發(fā)動(dòng)機(jī)需要進(jìn)行相應(yīng)的改進(jìn)以滿足尾氣排放要求。因此,對(duì)汽車縱梁也提出了一些新的要求,如變截面縱梁。

圖1 變截面縱梁示意圖
由于新結(jié)構(gòu)縱梁的出現(xiàn)對(duì)縱梁成形設(shè)備也提出了更高的要求,如何保證設(shè)備在成形過程中滑塊下平面與底座上平面的平行度,以符合縱梁成形的要求;如何實(shí)現(xiàn)成形過程中不同截面要求的反向拉伸力不同;為了保證成形后縱梁的質(zhì)量,需要在長度方向上同步頂出等。因此,研制新型的汽車縱梁成形設(shè)備是非常必要的。
3000噸汽車縱梁沖壓液壓機(jī)簡(jiǎn)介
汽車縱梁成形液壓機(jī)半自動(dòng)生產(chǎn)線是一條新的汽車縱梁產(chǎn)品的自動(dòng)化、智能化生產(chǎn)單元。其結(jié)構(gòu)形式與工作模式屬新開發(fā)設(shè)計(jì),主要有以下技術(shù)特點(diǎn):
⑴縱梁成形過程中偏載較大,采用了滑塊智能平衡系統(tǒng),保證壓制過程中的平行度。
⑵該設(shè)備由多個(gè)液壓墊組成,采用了液壓墊自動(dòng)同步技術(shù),保證在縱梁成形和頂料的過程中各個(gè)液壓墊的動(dòng)作同步。
⑶采用智能變頻控制技術(shù),實(shí)現(xiàn)上下料速度的無極控制,并通過以太網(wǎng)連接技術(shù)及PLC控制技術(shù),上下料的位置速度及生產(chǎn)節(jié)拍的合理匹配,提高了生產(chǎn)效率。
⑷3000噸汽車縱梁沖壓液壓機(jī)采用全新的八柱十二拉桿結(jié)構(gòu),壓機(jī)強(qiáng)度較好,工作時(shí)變形小、抗偏載能力強(qiáng)、成本較低。采用多缸均勻布置,可根據(jù)產(chǎn)品情況智能選擇哪些油缸加壓,同時(shí)自動(dòng)控制油泵的啟閉。針對(duì)變截面縱梁成形要求,壓機(jī)主油缸均可單獨(dú)控制是否加壓,保證汽車縱梁的成形質(zhì)量,實(shí)現(xiàn)了節(jié)能降耗。
汽車縱梁成形液壓機(jī)的設(shè)計(jì)
主機(jī)采用八柱十二拉桿結(jié)構(gòu)
3000噸汽車縱梁沖壓液壓機(jī)的上橫梁、下橫梁、立柱、滑塊、移動(dòng)臺(tái)、液壓墊均采用優(yōu)質(zhì)鋼板焊接的箱形結(jié)構(gòu),焊接完成后采用退火徹底消除焊接應(yīng)力。然后由機(jī)械加工完成制造。所有焊縫均經(jīng)超聲波探傷,保證良好的焊接質(zhì)量。上橫梁、下橫梁、立柱通過12根拉桿及螺母組成封閉的框架結(jié)構(gòu),如圖2所示。
主機(jī)液壓系統(tǒng)
3000噸汽車縱梁沖壓液壓機(jī)由六個(gè)主油缸實(shí)現(xiàn)全噸位,每個(gè)油缸均可單獨(dú)控制,如圖3所示?;瑝K下面設(shè)置四個(gè)調(diào)平缸同時(shí)兼作回程缸使用。采用位置反饋伺服系統(tǒng)實(shí)現(xiàn)滑塊的主動(dòng)糾偏調(diào)平。

圖2 3000噸液壓機(jī)主機(jī)照片
采用了滑塊智能平衡系統(tǒng)
在滑塊四角設(shè)置四個(gè)調(diào)平油缸,采用高精度位置檢測(cè)裝置對(duì)壓機(jī)壓制過程中滑塊四角的位置進(jìn)行檢測(cè)(圖4)。發(fā)現(xiàn)滑塊四角位置不同步時(shí),通過PLC分析比較后對(duì)四角的伺服控制系統(tǒng)發(fā)出相應(yīng)的指令。由伺服控制系統(tǒng)控制調(diào)平油缸對(duì)滑塊進(jìn)行實(shí)時(shí)的糾偏調(diào)平。提高滑塊壓制過程中的平行度。
采用了液壓墊自動(dòng)同步技術(shù)
在汽車縱梁成形過程中,液壓墊的主要作用是在拉伸時(shí)起反向壓邊及成品頂出兩個(gè)作用。本設(shè)備中包含下置式液壓墊七個(gè),七個(gè)液壓墊分別獨(dú)立控制,用了比例伺服系統(tǒng)結(jié)合位置同步反饋系統(tǒng)實(shí)現(xiàn)了液壓墊的同步運(yùn)行。標(biāo)定某一個(gè)液壓墊為基準(zhǔn)液壓墊,其余液壓墊位置與標(biāo)定液壓墊的位置進(jìn)行比較來調(diào)整,實(shí)現(xiàn)較高的液壓墊同步精度,見圖5控制系統(tǒng)圖。
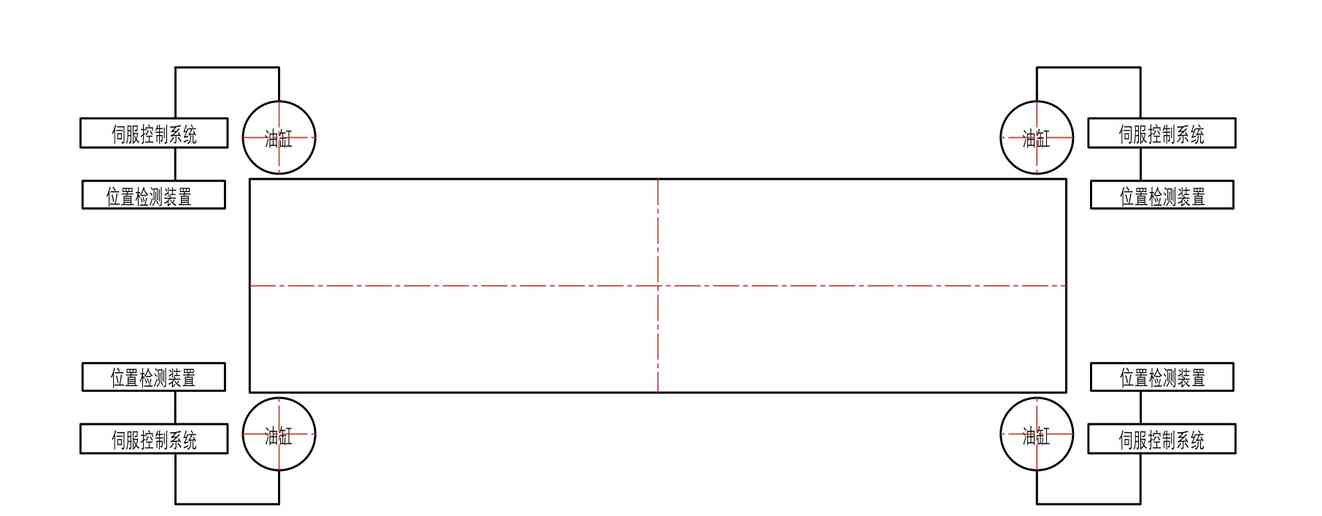
圖3 滑塊智能平衡系統(tǒng)示意圖
半自動(dòng)上下料系統(tǒng)
壓機(jī)右前側(cè)設(shè)置有存料平臺(tái)、上料輥道,壓機(jī)的右后側(cè)設(shè)置有下料輥道、成品收集系統(tǒng)。采用無極變頻技術(shù)實(shí)現(xiàn)對(duì)上下料速度的智能控制。
電氣控制系統(tǒng)
電氣控制系統(tǒng)采用PLC與觸摸屏相結(jié)合,實(shí)現(xiàn)對(duì)壓機(jī)的運(yùn)行參數(shù)的顯示和設(shè)定。采用比例伺服閥和壓力傳感器對(duì)壓機(jī)的壓制力精確控制;采用無極變頻技術(shù)對(duì)上下料速度進(jìn)行控制,同時(shí)結(jié)合行程開關(guān)實(shí)現(xiàn)對(duì)液壓系統(tǒng)的液位、油溫、冷卻系統(tǒng)、上下料裝置的總控制,實(shí)現(xiàn)了整個(gè)生產(chǎn)單元的智能聯(lián)動(dòng)控制。
以上是山東威力重工四柱液壓機(jī),汽車配件成型液壓機(jī)的相關(guān)介紹,3000噸液壓機(jī)適用于汽車橫梁的生產(chǎn)加工制造,如果您對(duì)本公司液壓機(jī)感興趣,歡迎您來電咨詢或直接來廠考察,廠家直銷熱線:0632-5850029 18306370898(同微信)
本文由液壓機(jī)廠家整理,轉(zhuǎn)載請(qǐng)注明來自:www.crmall.cn

