









- 產(chǎn)品名稱:熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)
- 推薦度:

- 參數(shù)特點(diǎn)
- 關(guān)于液壓機(jī)廠家
- 購(gòu)買須知
咨詢熱線 : 18306370898
配重塊是用于增加自身重量來保持平衡的重物。電梯配重塊主要是將熟鐵屑、鋼屑、海棉鐵、氧化鐵等金屬破碎后,預(yù)熱烘干,通過模具與配重塊熱壓成型液壓機(jī)的配重作用下一次熱壓成型。比傳統(tǒng)鑄造、鋼板切割、模型澆筑等工藝生產(chǎn)密實(shí)度更高,更加環(huán)保節(jié)能高效。配重塊熱壓成型工藝屬固廢循環(huán)再利用,國(guó)家提倡推廣。促進(jìn)了金屬配重塊熱壓成型液壓機(jī)的快速發(fā)展。。根據(jù)山東威力重工機(jī)床有限公司的設(shè)計(jì)生產(chǎn)經(jīng)驗(yàn)看,電梯配重塊熱壓成型機(jī)根據(jù)配重塊的質(zhì)量與形狀,常用1500噸、2000噸、2500噸、3000噸、3500噸、3600噸、4000噸、5000噸四柱液壓機(jī)來生產(chǎn)。具體需要多大機(jī)器設(shè)備,公司會(huì)根據(jù)需要量身設(shè)計(jì)定做。采購(gòu)定做熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)設(shè)備,歡迎來公司與技術(shù)面談,或電話咨詢張經(jīng)理:18306370898(可加微信)
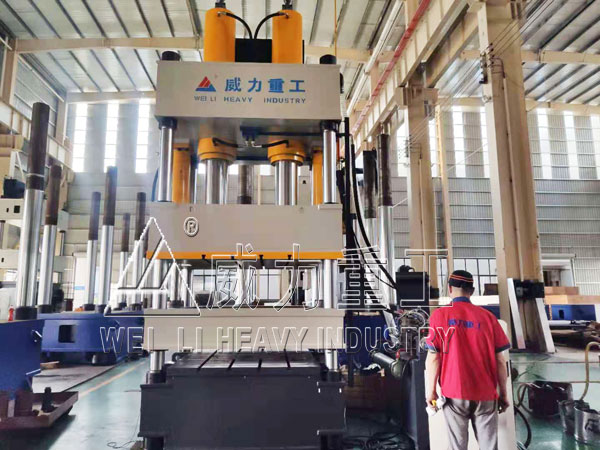
3600噸電梯配重塊熱壓成型液壓機(jī)
組成結(jié)構(gòu)特點(diǎn):
1、熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)機(jī)架部上下橫梁,立柱組成。
2、上下橫梁全部由鑄45#整體鋼件制作而成,上下橫梁用四根立柱由內(nèi)外螺母連接,承受工作時(shí)的張力。
3、主液壓缸杜絕鑄鋼件,除安全隱患。
4、確保熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)的使用壽命及使用安全性。配套??蚣澳>?、壓頭等經(jīng)專業(yè)設(shè)計(jì)配合優(yōu)越加工能力是設(shè)備品質(zhì)有保障。
5、模具及熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)的沖頭都配以可快速更換的高強(qiáng)度耐磨鋼,沖頭的前端裝有便于拆卸安裝的耐磨沖頭壓料圈,這樣就能延長(zhǎng)其使用壽命。
6、相關(guān)部件在必要的部位都經(jīng)過特殊的硬化或鍛造。
7、三熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)梁四柱式結(jié)構(gòu),配置為伺服數(shù)控系統(tǒng),其優(yōu)勢(shì)是節(jié)能省電、噪音低、體積小。
8、速度可調(diào)、行程可調(diào)、壓力可調(diào)。
9、熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)工作運(yùn)行平穩(wěn),獨(dú)立的操作平臺(tái),大屏幕液晶顯示觸摸屏,人機(jī)界面清晰人性化,智能化,操作簡(jiǎn)單方便
10、電器系統(tǒng)設(shè)有獨(dú)立的電氣控制箱,集中控制整個(gè)機(jī)器的運(yùn)轉(zhuǎn)。設(shè)備配有光電保護(hù)裝置和急停按鈕,確保作業(yè)時(shí)人員和設(shè)備的安全。
11、熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)采用PLC編程系統(tǒng)實(shí)現(xiàn)自動(dòng)和半自動(dòng)兩種操作方式自由切換,方便設(shè)備維護(hù);可任意調(diào)節(jié)設(shè)備運(yùn)轉(zhuǎn)速度和主缸壓力;滿足生產(chǎn)時(shí)定程、定壓的工藝要求。

3600噸熱壓電梯配重塊液壓機(jī)
主要機(jī)械部件、機(jī)構(gòu):
1.1 熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)機(jī)身采用三梁四柱式結(jié)構(gòu),上梁、工作臺(tái)通過立柱和緊固螺母、調(diào)整螺母結(jié)合成一個(gè)固定機(jī)架,機(jī)架精度靠調(diào)節(jié)螺母調(diào)整,具有良好的強(qiáng)度、剛度和精度保持性。
1.2 上梁、工作臺(tái)、滑塊等大件為鋼板焊接件,經(jīng)計(jì)算機(jī)優(yōu)化設(shè)計(jì),其強(qiáng)度、剛性、結(jié)構(gòu)、防變形性等均滿足標(biāo)準(zhǔn)和使用要求,且有充裕的安全系數(shù);采用二氧化碳?xì)怏w保護(hù)焊加手工電弧焊焊接,焊接質(zhì)量達(dá)到要求,通過時(shí)效震動(dòng)處理消除變形應(yīng)力。
1.3 滑塊:箱形結(jié)構(gòu)的鋼板焊接件,四柱導(dǎo)向孔處導(dǎo)向套材料為納米分子復(fù)合材料,具有良好的耐麼性和精度保持性?;瑝K下平面有T形槽用于安裝模具。
1.4 上梁:箱形結(jié)構(gòu)的鋼板焊接件,內(nèi)裝有主工作油缸,上面裝有充液油箱等。
1.5 工作臺(tái):鋼板焊接結(jié)構(gòu)件,與上梁、滑塊通過立柱連成主機(jī)。
1.6 油缸:采用單缸設(shè)計(jì),布置在上橫梁孔內(nèi),采用雙道進(jìn)口密封圈密封,導(dǎo)向部分采用焊銅處理,密封好耐磨性強(qiáng),油缸體的材料為45號(hào)鍛鋼,鍛件為3級(jí)(GB/-1991)鍛件經(jīng)過超聲波探傷檢測(cè)合格,調(diào)質(zhì)處理硬度合格。
1.7 工作臺(tái)下方有頂出裝置,主要用于頂出、退料等工藝,也可用于反拉伸制件的成型工藝。
1.8 立柱:材料為45#鍛鋼,經(jīng)調(diào)質(zhì)處理,表面鍍硬鉻,增加耐磨性能,硬度合格。
1.9 螺母材料為45#鍛鋼,與立柱上的螺紋相配,鎖緊機(jī)身。
1.10 限位裝置:位于熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)主機(jī)機(jī)身右側(cè),行程開關(guān)控制上下極限位置,調(diào)節(jié)上下限位開關(guān)即調(diào)節(jié)滑塊上下運(yùn)動(dòng)位置。

3600噸電推配重塊液壓機(jī)使用現(xiàn)場(chǎng)
熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)組成包括:底座,立柱,液壓桿,液壓模板和固定模具,所述底座上端四角處設(shè)置立柱,所述立柱上連接水平設(shè)置的頂板,所述頂板中心位置設(shè)置一液壓泵,所述頂板中心位置設(shè)置底部連接一液壓桿。本發(fā)明的有益效果:本裝置在底座上設(shè)置有固定模具,固定模具上設(shè)置有卡接柱,卡接柱卡接螺桿,螺桿與固定螺栓配合對(duì)移動(dòng)模具固定,固定模具與移動(dòng)模具形成模具槽,通過液壓模板對(duì)金屬材料進(jìn)行按壓成型,在成型后便于脫模,使用便捷,在固定模具與移動(dòng)模具的一側(cè)均設(shè)置有風(fēng)道,風(fēng)道內(nèi)設(shè)置散熱片,可加快熱量的交換,讓熱金屬成型后快速冷卻,提高生產(chǎn)效率。
熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)工作原理:是油泵把液壓油輸送到集成插裝閥塊,通過各個(gè)單向閥和溢流閥把液壓油分配到油缸的上腔或者下腔,在高壓油的作用下,使油缸進(jìn)行運(yùn)動(dòng),金屬屑熱壓成型機(jī)是利用液體來傳遞壓力的設(shè)備。液體在密閉的容器中傳遞壓力時(shí)是遵循帕斯卡定律。動(dòng)力機(jī)構(gòu)通常采用油泵作為動(dòng)力機(jī)構(gòu),一般為積式油泵。為了滿足執(zhí)行機(jī)構(gòu)運(yùn)動(dòng)速度的要求,選用一個(gè)油泵或多個(gè)油泵。低壓用齒輪泵;中壓用葉片泵;高壓用柱塞泵。
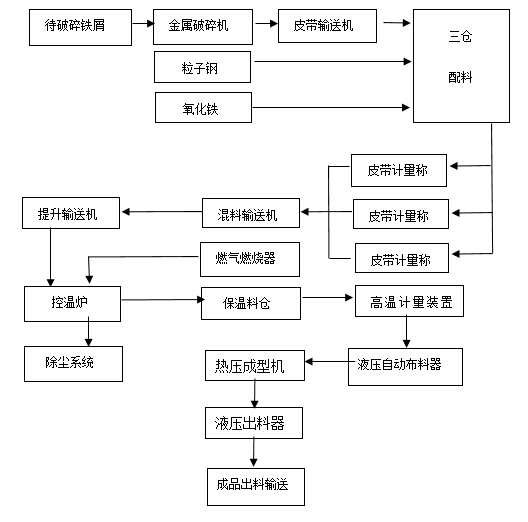
電梯配重塊熱壓成型工藝流程:
電梯配重塊生產(chǎn)工藝,將熟鐵屑、鋼屑、海棉鐵、氧化鐵等金屬通過特制的強(qiáng)制型金屬破碎機(jī)進(jìn)行破碎后和生鐵屑、鋼渣粒子鋼、爐渣粉通過科學(xué)的配方后送入熱控爐(回轉(zhuǎn)窯)進(jìn)行預(yù)熱烘干,加溫至600℃-1000℃進(jìn)行脫氧、脫雜、至預(yù)溶狀態(tài)下進(jìn)入特制的高溫計(jì)量裝置進(jìn)行稱重計(jì)量后(精度可達(dá)到±0。5kg),將物料送入液壓布料系統(tǒng)均勻布料值大噸位的熱壓系統(tǒng)的定制模具內(nèi),通過大噸位熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型油壓機(jī)進(jìn)行熱壓成型為電梯配重塊,制作完成的配重塊形狀及厚度均可按照預(yù)定要求進(jìn)行設(shè)計(jì),單位體積密度達(dá)到6。5以上,此工藝可以完全替代傳統(tǒng)的電梯配重塊的生產(chǎn)工藝,比如鑄造、鋼板切割、模型澆筑等。

電梯配重塊熱壓成型特點(diǎn):
1、主要設(shè)備:
金屬破碎機(jī)、皮帶輸送機(jī)、控溫爐、高溫儲(chǔ)料倉(cāng)、高溫計(jì)量裝置、液壓自動(dòng)布料器、熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)、配重塊定制模具、液壓出料裝置、自動(dòng)化控制系統(tǒng)、高溫尾氣冷卻裝置、除塵器及附屬設(shè)備。
2、成品特性:
配重塊形狀及厚度均可按照預(yù)定要求進(jìn)行設(shè)計(jì),單位體積密度達(dá)到6。5以上,此工藝可以完全替代傳統(tǒng)的電梯配重塊的生產(chǎn)工藝,比如鑄造、鋼板切割、模型澆筑等。
3、 原料來源廣泛
采用原料有:生鐵屑、熟鐵屑、粒子鋼、鐵精粉等均可作為配重塊生產(chǎn)的原材料。
4、電梯配重塊成型質(zhì)量可控
電梯配重塊成型質(zhì)量可控分為形狀可控及重量可控,成型形狀主要由定制模具決定,可根據(jù)客戶要求進(jìn)行定制設(shè)計(jì),采用超耐磨耐高溫材質(zhì)制作,熱膨脹系數(shù)小,成品質(zhì)量穩(wěn)定,表面光潔度高,經(jīng)久耐用;單塊重量控制經(jīng)過專門的耐高溫計(jì)量裝置控制,專門針對(duì)此種工況設(shè)計(jì),針對(duì)性強(qiáng),匹配度高。單塊重量控制在±0。5kg內(nèi)。
5、配重塊應(yīng)用領(lǐng)域:
鉆井機(jī)配重塊、挖掘機(jī)配重塊、造船廠用配重塊、實(shí)驗(yàn)工廠用砝碼、電梯對(duì)重塊、電梯配重塊、起重機(jī)配重塊、打樁機(jī)配重塊、叉車配重塊、叉車配重塊、吊車配重塊、貨柜箱試驗(yàn)配重塊、升降機(jī)配重塊、電器配重塊、工程機(jī)械配重塊。

3000噸四兩四柱式電梯配重塊液壓機(jī)
由于熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)的噸位較大在運(yùn)輸重,都是拆裝運(yùn)輸?shù)竭_(dá)客戶現(xiàn)場(chǎng)后進(jìn)行安裝,具體的安裝說明:
(1)、熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)機(jī)座安裝要保證兩機(jī)座的坐標(biāo)位置,相對(duì)標(biāo)高和縱、橫向水平度應(yīng)達(dá)到安裝規(guī)范的要求。
(2)、大型熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)的上、下橫梁和活動(dòng)橫梁,因其重量和外形尺寸都很大,難于整體制造(焊接結(jié)構(gòu)除外),常被分成幾塊制造,用大型螺栓熱裝拼成整體。螺栓受熱伸長(zhǎng)后,按要求再將螺母旋緊一個(gè)角度。對(duì)多根螺栓要做到熱裝順序合理并達(dá)到相同緊度。
(3)、下橫梁吊裝就位后,用專用吊具直立吊起立柱并穿入下橫梁的孔中,用緊固立柱的下橫梁上、下螺母調(diào)整下橫梁的水平度和標(biāo)高。用框架式水平儀或掛線錘方法測(cè)量立柱的垂直度。同時(shí)調(diào)整立柱間的對(duì)角線。
(4)、吊起活動(dòng)橫梁,從立柱頂端套入,導(dǎo)套的偏心面應(yīng)對(duì)準(zhǔn)活動(dòng)橫梁的對(duì)角線;有球面導(dǎo)套者,球面應(yīng)接觸均勻。
(5)、熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)安裝主柱塞和工作缸時(shí),應(yīng)達(dá)到柱塞端面與活動(dòng)橫梁上平面接觸嚴(yán)密;如為鉸接者,其球面支承座與橫梁的接觸應(yīng)良好。
(6)、立柱上端預(yù)先旋入螺母,吊起上橫梁從立柱端套入并放于螺母上,借助螺母調(diào)整上橫梁的水平度和標(biāo)高。立柱螺母端面與上、下橫梁平面應(yīng)接觸良好,必要時(shí)用著色刮研法消除接觸缺陷。
(7)、熱壓電梯配重塊液壓機(jī)_金屬配重塊熱壓成型機(jī)的立柱預(yù)緊,通常采用加熱預(yù)緊和超壓預(yù)緊兩種方法。采用加熱預(yù)緊時(shí),其加熱溫度和螺母的旋轉(zhuǎn)角度應(yīng)通過計(jì)算得出;采用超壓預(yù)緊時(shí),其壓力應(yīng)為液壓機(jī)額定壓力的1.25倍。
相關(guān)產(chǎn)品:

1200噸框架式鍛造液壓機(jī)-1200噸框架式油壓機(jī)

1600噸鍛造液壓機(jī)-法蘭熱鍛成型液壓機(jī)

2000噸多向鍛造框架液壓機(jī)(模鍛)

1600噸萬向節(jié)十字軸鍛造液液壓機(jī)(多向模鍛成型)

紅沖液壓機(jī)(400噸800噸1000噸1500噸2000t)模鍛液壓機(jī)

鍛造挖掘機(jī)斗齒機(jī)器設(shè)備-5000噸多工位熱鍛液壓機(jī)

2000噸挖掘機(jī)履帶板鍛造液壓機(jī)-履帶板鍛造設(shè)備

400噸多向鍛造液壓機(jī)-汽車萬向節(jié)叉熱擠壓液壓機(jī)

采煤機(jī)截齒熱鍛成型液壓機(jī)設(shè)備(500噸630噸1000)

1200噸四柱鍛造液壓機(jī)(截齒熱擠壓成型機(jī))

